
�������ƣ���ݸ�����ᆱ�ܻ�е����˾
��ϵ�ˣ�κ������������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺3067816279@qq.com
��ϵ��ַ����ݸ�г������������ģ��е��19��
�ʱࣺ546464
��ϵ��ʱ����˵���ڻ���ĸ�����Ͽ����ģ�лл��





|
����7�����ᆱ��RONTEN����˿���и�������g������ |
||||||||||||||
|
|
||||||||||||||
|
�� Ŀ |
RT320 / RT320V |
RT400 / RT400V |
RT500 / RT500V |
RT630 / RT630V |
||||||||||
|
����̨��ߴ磨�������� |
mm |
520��690 |
600��800 |
760��990 |
770��1150 |
|||||||||
|
����̨�г� (X��Y) |
mm |
320��400 |
400��500 |
500��630 |
630��800 |
|||||||||
|
������ |
mm |
300 |
500 |
300 |
500 |
300 |
500 |
300 |
500 |
|||||
|
���и�б�� |
��/100mm |
�����3�� ����ѡ��10�㡢��15�㡢��30�㣩 |
||||||||||||
|
����̨���� |
kg |
300 |
500 |
500 |
800 |
800 |
1000 |
1000 |
1200 |
|||||
|
�ӹ�����ֲڶ� |
��m |
��1.0 |
��0.7 |
��1.0 |
��0.7 |
��1.0 |
��0.7 |
��1.0 |
��0.7 |
|||||
|
�ӹ����ȣ�30mm���£� |
��m |
12 |
8 |
12 |
8 |
12 |
8 |
12 |
8 |
|||||
|
���ӹ����� |
A |
6 |
6 |
6 |
6 |
|||||||||
|
���ӹ�Ч�� |
mm2/min |
150��200 |
150��200 |
150��200 |
150��200 |
|||||||||
|
��˿�ٶ� |
m/s |
��Ƶ�ɵ� |
||||||||||||
|
���˿�� |
mm/��2 |
0.01/15 |
||||||||||||
|
�������ƶ�����/80 |
mm |
140��140 |
280��280 |
280��280 |
280��280 |
|||||||||
|
�и���˿ֱ�� |
mm |
0.10~0.25����0.18�� |
||||||||||||
|
X��Y��Сָ�λ |
mm |
0.001 |
||||||||||||
|
U��V��Сָ�λ |
mm |
0.001 |
||||||||||||
|
����� |
mm |
��0.008 |
��0.008 |
��0.008 |
��0.008 |
��0.008 |
��0.008 |
��0.008 |
��0.008 |
|||||
|
�ظ���λ���� |
mm |
��0.01 |
��0.01 |
��0.01 |
��0.01 |
��0.01 |
��0.01 |
��0.01 |
��0.01 |
|||||
|
˿�˼����� |
/ |
̨������/��̩���ܹ���˿��������ֱ�ߵ��� |
||||||||||||
|
XY������ʽ |
/ |
������� / �����ŷ� |
||||||||||||
|
˫�����ܽ�˿ϵͳ |
/ |
���� |
||||||||||||
|
�綯����װ�� |
/ |
���� |
||||||||||||
|
�������� |
/ |
���� |
||||||||||||
|
����Һ������ʽ |
/ |
5�㳬�����ˣ����˾���5UM�� |
||||||||||||
|
���ƹ�ߴ� |
mm |
750��620��1850 |
||||||||||||
|
���������� |
KVA |
1.5 |
1.5 |
2.0 |
2.0 |
|||||||||
|
�����Դ |
/ |
3N-50HZ-380V |
||||||||||||
|
��Һ���ݻ� |
L |
120 |
||||||||||||
|
������������ |
kg |
1950 |
2350 |
2500 |
2850 |
2800 |
3200 |
2800 |
3200 |
|||||
|
�������ͳߴ� |
mm |
1800��1250��2100 |
1950��1550��2300 |
2050��1650��2400 |
2150��1850��2500 |
|||||||||
���ᆱ�����ܵ�����и�������õ缫˿����˿������˿����Ϊ���ߵ缫������Һ��Ϊ���ʣ��ڸ�Ƶ�����Դ�������£����ߵ缫�ͼӹ�����֮���γɻŵ磬�ŵ�ͨ��˲��������£�ʹ�ù��������ۻ��������������и����ͨ��X-Y�ϰ��U-V�ϰ���˶���ʹ�õ缫˿����Ԥ���Ĺ켣�˶����Ӷ��ﵽ�ӹ�������Ŀ�ġ�
�û����������ۡ��ṹ��ӱ��������Խ���������㣬ͬʱ���Ժá����������˶�ƽ�ȡ�������ȫ�ɿ����ʺϼӹ��߾��ȡ���Ӳ�ȡ������Եĵ������ģ�ߣ����弰��״���ӵ�������ر��ʺϼӹ����ģ����ѹģ������ģ�����ݵ����������(�������ȡ������������������εȸ�����)�����غɺʹ��ȵĴ���ģ�ߡ�
���ᆱ���߾�������˿�㷺Ӧ����ģ�ߡ��������������ܻ�е�������㲿���������Ȳ��š����õĴ��ȼ�����չ�����и���ļӹ���Χ������ܸ��Ŵ����βij���ģ�ߣ����Ͻ��Ŵ����γ���ģ�ߡ������㲿�������ӻ���ϴ�»��ȼ��õ�������ܳ�ģ�ߡ�
��е�ص�
1.��ϵ������˿�� �����������˿��������������������̨�ṹ����ȫ֧�Žṹ�����ӹ����ĵ���ƽṹ����ȫ�г̼Ӻ���ƣ�XY��֧�ŵ��������ȫ��շ����֣�XY�Ტѡ��̨�塰�������߾���ֱ�ߵ��켰̨������װ�������ܹ���˿�ˣ���֤�˻����ڸ߳����¾߱��˶�ƽ�ȡ��߸��ԡ��߾��ȣ��������ƶ����ȡ���˿���ȡ�ˮ�Ĺ��˾��ȴﵽ������˿�ľ��ȱ�����
2.��������������֬ɰ�����������˻𣬻�е���Ⱥ�ò��䣻��֬ɰ����ǿ�ȸߣ�����⻬�����ԡ���ĥ���������Ժã�
3.�û��� X��Y��U��V��˿Ͳ������ȫ���ڸ߾���ֱ�ߵ��켰����˿�˲����ձ����½����ŷ����ֱ��������˴�ͳ�������ò���������������ʹ��ͬ����˿����������ȫһ�£��������˻�����ʹ������
4.�û�������˫���Զ���˿�ṹ����ʱ�乤�������˹���˿�����Ƶı�ʯ���ּ�������,�ӳ�ʹ��������
5.���������Զ�����װ�ã��ӹ�ʱ��ʹ������ȵĿ�����������,��ֹ�и�ʱ��˿�ٴβ�������,���������������ƺ��ߺۣ��������˼ӹ�����ľ��ȼ��ֲڶȣ�����ʵ���������Ƹ�Ч�ʼӹ���
6.��˿����Ϊ���ڲ������ܵ��죬�ü����㷺Ӧ���ڼӹ������ϣ��ȱ�֤����˿�ľ�ȷ�ԣ��ֽ�����ĥ��ϵ���������˿Ͳ�˶�����Ӧ�ԡ�
7.���������ķ�ˮ����������ڷ�ˮ������Ϊ��������ˮƽ����������������2����
8.�ȼӹ����������ѡ�䣬�����û�����Ҫ����ѡ���3��/100mm���30��/100mm��
9.��˾����ר�ñ�Ƶ���ٵ������˿Ͳ�˶������ϣ���������ʵ��4�����٣�����Ҫ�����ڻ����ܣ��dz���Ч�������˿Ͳ����Ĺ���������˿Ͳ��ת��ƽ����,��˿Ͳ��������0.02mm.
10.���ð�ȫ������ʩ������ҡ���Զ���������˿������˿Ͳ��ת����������λ�ȡ�
11.��Ƶ��Դ��Դ�ǵ�ӹ��ĺ��ģ��ҹ�˾�Dz����������ɵ�·��Ƶ������ϵͳ���ɶȸߣ����ع�����Ծ�����Դ���з�Ƶ������ת����ӿɿ���ʹ���Ⱥ�Ч��ʼ�ձ����ڹ��ڵ�����ˮƽ�ϡ�
12.�Զ�����ϵͳȷ���豸�������������,��ĥ,���л���װ��,ȷ���豸�ܱ߸ɾ�����,��Ч�Ľ���˲����߶Ի������Եı���ϰ�ߡ�
ϵͳ�ص�
�����˻���Windows XPƽ̨������˿���и���һ�廯����RTXP������Ŀǰ��ҵ��Ψһһ��������Windows XP�¿��������и�רҵ������
�������ڸ��������ٶȿ��PCI�����������塣�˷���ԭ��ֻ���ù�ʱ�Ĵ�ISA�۵����壬��������˿��Ƶ��ȶ��ԣ����ؽ����˵��ԵĹ����ʣ�ƾ����XPǿ������繦�ܣ���ʵ�����ݽ�����Զ�̿��ƣ���Ƕ��ʽ�Ŀ���ϵͳ��ʵ����AUTOCAD�ȶ���������������ӣ�
���л�еԭ����Ѱ���ܴӶ�ʵ���˶Ը����ݾ������в�������������˻������Ƶ�λ�þ��ȣ��������ŷ��������ջ�����ʱ��Ч����Ϊͻ����
���д�����ݿⴢ����������������ר�ҹ��տ⣬�ӹ���������ʱ�������е��ã��û�Ҳ�ɸ����Լ��ľ�������ӹ������������ݿ���ʱ���á���������ģ��걸�ļӹ��������ݿ⣬���мӹ���ɫ����ר�ø�Ƶ����װ�ã�ʹ���ϵ��и�ӹ�ͨ�����裺ģ�߸֡�ͭ������Ӳ�ʺϽ�ȡ�
��Ƶ��Դ���ƿ����������ƿ��϶�Ϊһ���������Ƶ�ȷ�Բ�����ϵ��ıˣ������Դ�Ŀ��Ʋ���ֱ��������������,�����������Դ����Ŀ���������,�Ӷ�����˼ӹ������Ĵֲڶ�,��������˿�����.��ѡ����������Դ�����ʺϸ��ּӹ����Σ�������и�߹�����������
���ܻ�����ϵͳ����̡�����һ�廯�������ɽ��ж���и��̣��û�ֻ������ӹ����ϡ��и��ȼ�Ҫ��Ĵֲڶȣ�ϵͳ���Զ�������Ѽӹ��������������������䡢���š��ӹ���ѹ���ӹ������������ٶȡ���˿�ٶȵȣ��Զ��ӹ���ʹϵͳ��ø��ߵı�����Ⱥ��и�Ч�ʣ��ӹ������ѽӽ������Ե�����˿���и��ָ�ꡣ���˿�������ϵIJ�����ť���������İ�Ť����ֱ��������������ʵ�֣�
�����������ܣ��������������ƣ���������ӹ������ȼӹ���ֱ�ߡ�Բ���岹���ܣ�б�ȼӹ����ܣ�ͼ������任�����š���ת���ܣ�ͼ�θ�����ʾ���ܣ��Զ��ӹ�����Բ��������սǹ��ܣ��Զ����й��ܣ����л�еԭ����Ѱ���ܣ�ʵ�ָ����ݾ������в������߱�����ӹ����˵��������Զ���̡����ݴ��书�ܣ��ӹ�ʱ����ͼ�μ�����ļ�ʱ���٣�ʵʱ��ʾ�ӹ�״̬���ӹ��ٶȼ��ӹ�ʱ�䡣���ж�·����˿�������ܡ�ͣ����书�ܣ��ӹ������Զ�ͣ�����ܵȡ��������ꡢ��������/������ꡣ
��������
����ϵ���������ꡢ�������꣨�ŷ�����ʱ����
ͼ������任�����š���ת���ܣ�ͼ�θ�����ʾ���ܣ�
ֱ�ߡ�Բ���岹���ܣ�
б�ȼӹ����ܣ�
��������ӹ����ܣ�
��·����˿�������ܣ�
ͣ����书�ܣ��ӹ������Զ�ͣ�����ܣ�
�Զ��Զ��桢�����Ĺ��ܣ�
�Զ��ӹ���Բ�����ܣ����⣬�սǹ��ܣ���
����ӹ����ܣ�
�˵��������Զ���̹��ܣ�
���ݴ��䣻
�൶�и�ܣ�
����ϵͳ�����ü��似������
CNC��Ӳ����ɣ�
��ҵ����PC���� P4���ϣ�
1G�ڴ棻
SSD��̬Ӳ�̣�
15��Һ����ɫ��ʾ����
USB�ӿڡ���̫���ӿڣ�
CNC��������ɼ�����ƽ̨��
CNC�������Զ����ϵͳ����ģ����ɣ�
����ƽ̨ΪWindows XP��
CNCϵͳ�ļ������ܣ�
4��������
б�ȼӹ���
CNCϵͳ���л�����
��ѹΪ���ཻ��380V����1%-10%����Ƶ��50HZ����1%-2%��
���ʪ�ȿ����ڣ�40%��80%
��Χ������࣬�������и�ʴ������ͳ����Ļҳ��Լ��ӹ�ʱ����ϴ�Ļ�е�豸
20m��Χ������Դ���Ų�����Դ����崲���纸���ȣ�
��ѵ����
1����˾����רҵ�Ľ�Ա��ר�ó��ؼ��豸���ṩר��Ϊ�ͻ����Ƶ���ѵ�ƻ���
2����ѵʱ��Ϊ3-5�죨�������������ͻ�����Ϊ�ѣ����������ṩ�����ѵ��
3����ѵ�ص㣺��������ѵ���������ֳ����У���ʵ�ʲ��������߿��ڿͻ������ֳ����У�
4����ѵ����Ϊ��������������ʹ�ã��ܹ����������������ӹ���
�ڻ����Ļ���������ע�����ȷ�����������ʹ��Ч����
�ۻ����Ļ���ά������Ч��������ȶ��Ժ�ʹ��������
-
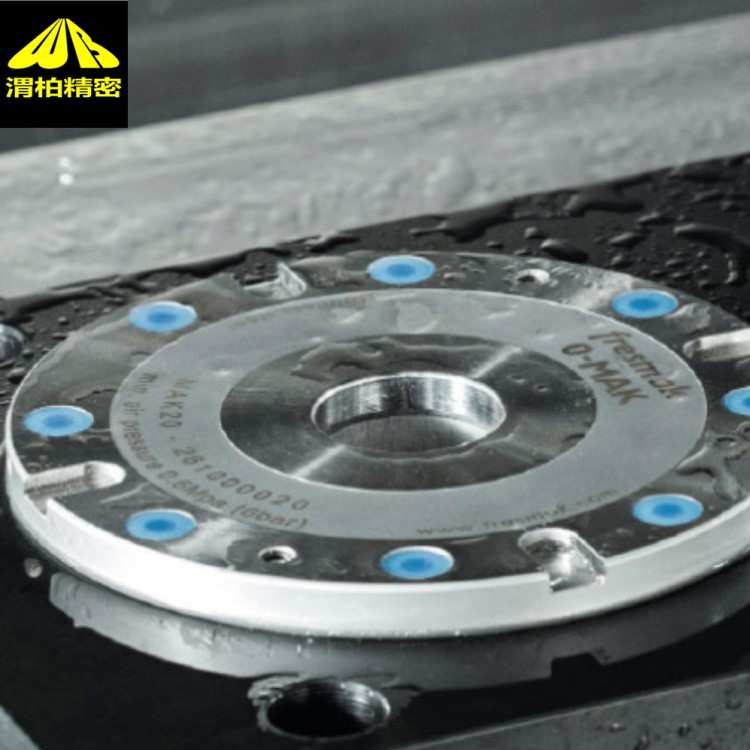
����FRESMAK��㶨λϵͳ/
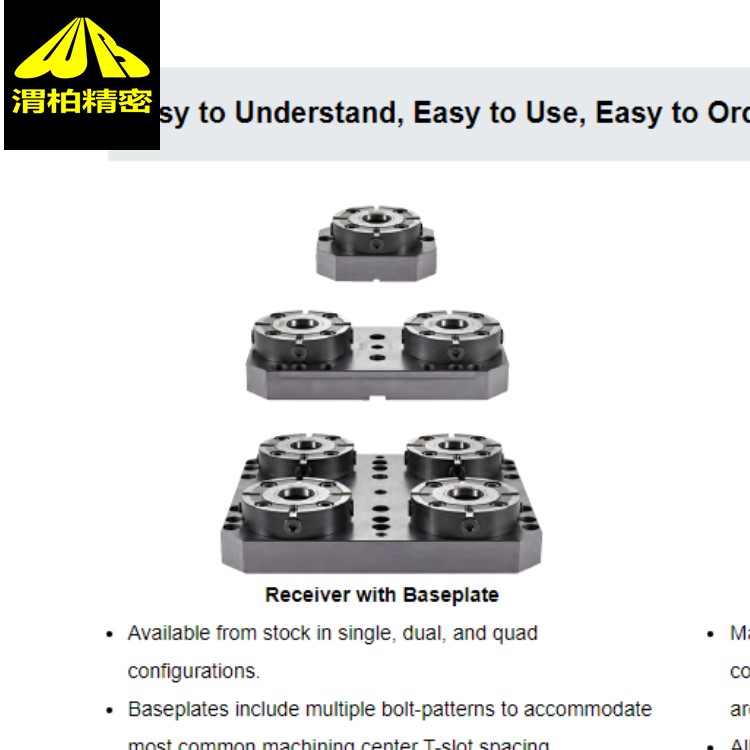
-
�ൺFRESMAK���컻ϵͳf
-
������fresmak���н�ϵͳ

-
�����CME�첽���/C.M.E

-
�ɶ�CME�ƶ������C.M.Eɲ

-
�����CME�������cme��B3

-
MANURHIN���Ļ�TAJMA

-
����ZPS�������Զ�����TAJM

-
�ݿ�ZPS��ʽ�ӹ����ģ�TAJM

-
����ROOR�߾��Ȼ��-��ʿr

-
����Roor���Ի��/roor

-
�人ROOR�ɻ�ͷ���⣨ROOR

-
��ʿROOR�Ͻ�ͷ����/ROOR

-
����Louis Belet�ͳ�

-
��ʿLouis Belet���ݵ�

-
����FRESMAK��㶨λϵͳ/
-
�ൺFRESMAK���컻ϵͳf
-
������fresmak���н�ϵͳ
-
�����CME�첽���/C.M.E
-
�ɶ�CME�ƶ������C.M.Eɲ
-
�����CME�������cme��B3
-
MANURHIN���Ļ�TAJMA
-
����ZPS�������Զ�����TAJM
-
�ݿ�ZPS��ʽ�ӹ����ģ�TAJM
-
����ROOR�߾��Ȼ��-��ʿr
-
����Roor���Ի��/roor
-
�人ROOR�ɻ�ͷ���⣨ROOR
-
��ʿROOR�Ͻ�ͷ����/ROOR
-
����Louis Belet�ͳ�
-
��ʿLouis Belet���ݵ�