
�������ƣ�����������������˾
��ϵ�ˣ�������������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺2481455122@qq.com
��ϵ��ַ������ʡ�������������·�·17��
�ʱࣺ214000
��ϵ��ʱ����˵���ڻ���ĸ�����Ͽ����ģ�лл��
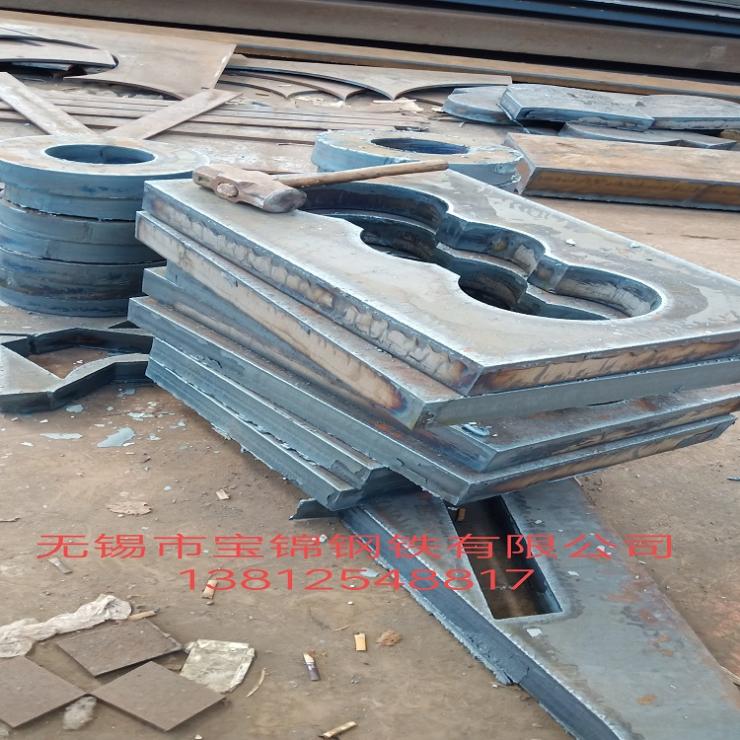
���к�尴ͼ�и���������ְ�����˾��һ�Ҹְ��и���ҵ������˾���¸ְ��и�ְ��и�ְ��и�ӹ�����������壬�ṩ20-500mm��ְ��и�ҵ���䱸6m���������и�������豸����̨�и���������Լ������ߴ�ļ�ʻ�Ͳ泵���غ�ְָ��и�Q235A��Q235B��Q235C�壬�ͺϽ����и�Q345B��C/D��Q460D��Q690D����������и�Q245RQ345R16Mndr��������ϡ����ձ�����������˾�ɼӹ����ְ���и�������и�����������ؼӹ����������ż���Ƕ��������μ������μ���������飬����ͼ�μӹ���ͨ����ֳ������к����Լ��������ѵĴ���֧�֣���˾ҵ��չѸ�١�������ѳ�Ϊ�����ۣ��ֲ��и�ֲ��и������������һ��Ĺ�����ϵ�� 


�ְ�ӹ�ͼ�ΰ�ͼ�и��и�ȣ�1mm-2mm(�Ӻ�ȶ���������Ԥ���ӹ�������Ŀǰ���Ӹ��Ѿ��ں��ֿ�ʼ�Ե��������죬Ŀ�IJ�����Ч�ʺ�����Ʒ�ʵ�������������Ҫ�ܽ���û��ĸ��Ի������빤��������������֮���ì�ܡ�
�и�ӹ�����ʱ�����������Ͳ�Ʒ�ӹ�Ҫ������������һ���������ڿɽ�����һ��2-3���ʵ�ֲ�Ʒ���������������������������������������ݵ�ʡ��һ��3-5���������ڿ��Լӹ����ͻ������ţ���
�����ְܸ��и����е���ְܸ��и��̽�˸ְ��и����̽�˸ְ��и����̽�˸ְ��иһ��̽�˸ְ��иɳ�ֿ���屣��е���ܣ�ɳ����ְ��ֱ����˳��ظ����ķ��ϸ������¸���ɳ�ֿ�������غ���и�غ�ְ��и�Q235/Q345/45#/16MN/A3/45��16MNR/Q245RQ345R,�ְ��и�,�ְ���Э�ӹ�,wxwzgt�ְ���ӹ���е�㲿���ӹ�,��������ְ��и�,�ְ��и�������ӹ�,���ؿ�ְ��и��Ʒ���,�ְ��и����ؿ�,��������ӹ�,�ְ��и�ṹ��,�ְ��и�������,,�ְ��������,�ְ������и�,�ְ���������,�ְ����ؼӹ�,�ְ����,�ְ��������,�ְ����ӹ�,wxwzgt�ְ��и��,�ְ����ϼ�,�ְ�����,�ְ�ӹ����ְ��и�� ��


�ְ������и�պ����ɹ���ģ�1���̶���Ĺ��Ŀǰ���ҳ���Ҫ����ɽ�ӹ�˾���������Ͳ�������ƻ������ڵ�һ��Ʒ��ʽ�������״�����������������������������ж�ϵļ����й����ѶȽϴ��Ԧ�28mm�ĺ��Ϊ�����ҹ�˾Ŀǰ�����28mm�ְ��Ϊ50����60���������Ĵ�ֱ�壬�������ֵIJ��û����̶����������ְ�������2100mm��8000mm�����װ�õĴ���Ƚ�Ϊ2000mm����˳���Ϊ8��; 10����; 28mm��ĸְ����ã�10cm���ĸְ岻�������á� ���������൱�ڷ�Ʒ�����Կ������������Ը���ʵ�ʵ��и�Ź���̶��ߴ�İ�ģ�������������Ҫ�ķ��ϡ����ݹ�˾Ŀǰ�������ͺţ����Dz��ϰ��š���2�����ְ�������������ʱ��ע��ְ��������������Ҫ���ְ�������ͱ��λ��и���Ѷȣ����������и�������и������Ҫ������ͣ�Ӱ���Ʒ��ۣ�����ʱ�䣬�ӻ��������ȡ�Ŀǰ���и���ѵ���ʮ����60���ܡ����ڰ���Ѿ������ͱ��Σ���IJ���ֱ�����ϻ�ѹ��������Դ�˷ѡ����ر��Σ�ֻ����Ϊ���ﴦ������60����Ƭ�����Ƚ�Ϊ90mm��������β��ϸ���û��ʹ�ü�ֵ������ְ����⣬���и��к������ߣ��и��治ƽ������������ķ�������1���и������������İ塣������֪��3���и��������ĵ������ͱ���ijߴ���2���и���������ϣ�����и�����ְ�ijɱ��ӱ���Ȼ���߳ɱ�Ч�档���ң�������۵���ڸְ���۵㡣�и�ʱ��С��м�����������ߡ������ص�����£��˿��и����콫ֱ��ȼ�գ�����Ҫ������Ʒ��ʧ��
�����ȴ���������Ը�Ӳ��HRC-����оӲ�ȺͿ�����ԡ����ʹ�ø���̼���������о�г���Ӳ��������壬����ɥʧ����̼�������ŵ㡣Ŀǰ����̼������ʹ�õIJ���̼�������ߣ�����ǿ�ȿɴ������Ӧ���к��ټ���GB/T�����Ƽ��ȴ���ϵͳ���ڡ���X�����X���±������ػ�RMPaGB/T�����ܹ涨���ֵĿ���ǿ��ΪMPa������ǿ�����������ڸְ�������У�������������ѹ�ְ������Բ���������ȡ�����δ�������ӣ�ֻ���ڽ̿��������롣
�ְ��и��1.�и�ǰ�г��ֲı�����۹�����֬�������·�����һ���Ŀռ䣬�Ա㴵�����и�����ʱ�������˶�Ӧ���ֺ㶨���ٶȡ��и�Ƭ�ı���Ӧ�������2~5mm���������̫�����и��Ե�����ۻ���̫�������̫Զ���и��жϡ� 2.�и���ʱ��Ԥ�Ȼ���ϴ����������ij��ȳ���������ȵ�1/3��������������ڹ���������б10����20��ĽǶȣ��Ծ��ȵؼ�������ı�Ե�� 3.Ϊ��ֹ������Σ��ڲ�����Ӧע�����¼�������3.1�ڸְ����иͬ�ߴ�Ĺ���ʱ��Ӧ���и�С������Ȼ���и��; 3.2�и�խ����������Ϊ2��ĩ���и�50mm���и�ߺ��жϣ�����ö�����Գ��и�ķ����� 3.3�и�ֱ��ʱ��Ӧע��ÿ����������Ļ���ǿ��Ӧ����һ�£��������ײ������䡣 4.���и����������4.1���и��У�Ӧʼ�չ۲�Ӱ���и����������أ���ȷ���и�������ԡ� 4.2���ղ��������������кܴ�Ӱ�졣�����������ȱ���빤�ղ���֮��Ĺ�ϵ�����������ȱ�ݺ�ԭ����������и��������ָ��������ɺ�Ӧ���ֲ��и��沢�����и����Ӧ���ѷ죬�����ʹ���1������������鷽����Ŀ�Ӽ�顣������ɺ�Ӧ���и���ϱ�����Ŀ���ƣ������ź͵��Ŷӡ�
2019���й��ֲָ���֮���Դ�����������Ҽ������٣����˹���������ʢ��������ҵ��ռ�г��ݶ��֮�⣬�����ڽ�Щ����ȫ�������˲����Ƚ����ܡ�ͳ��������ʾ����������(2016����2018��)��ȫ����ɫ����ұ����ѹ�Ӽӹ�ҵͶ�ʶ��Ѿ��ﵽ����Ԫ������1-10�£�ȫ����ɫ����ұ����ѹ�Ӽӹ�ҵͶ����ͬ��������29.2%����˴��ģ���ʽ�Ͷ�룬�Ʊ����������Ƚ����ܡ���Ͷ�������������ɡ�ͳ��������ʾ��2019��ǰ10�����ۼƣ�ȫ���̶��ʲ�Ͷ��ͬ������5.2%�����л�����ʩͶ������4.2%����Ȼ���ٻ��䣬����ȻΪ�������棬�����Ƿ��ز�����Ͷ������10.3%�������Խϸ�ˮƽ���У������˹��ڸֲ�����ĽϿ�������
-
����domel���������Dome

-
�人Domel��ˢ��յ���ʺ�ҽ

-
ŷ��DOMEL������714ϵ����

-
����Domel��ˢ�ķ������do

-
�¹�Dr Mullerɰ����dr

-
����Dr Muller���ʯɰ��

-
����Dr muller��ĥ���ʺ�

-
�Ϻ�ITP̽��/itp�챦ʯֱ̽

-
����itpֱ����/ITP�챦ʯ��

-
�¹�itp������̽�����ITP��

-
����TAMBURINI��������t

-
�����Tamburini���ƻ���

-
������������tamburini��

-
�������������Tamburini

-
�Ϻ�dr mullerɰ��Dr

-
����domel���������Dome
-
�人Domel��ˢ��յ���ʺ�ҽ
-
ŷ��DOMEL������714ϵ����
-
����Domel��ˢ�ķ������do
-
�¹�Dr Mullerɰ����dr
-
����Dr Muller���ʯɰ��
-
����Dr muller��ĥ���ʺ�
-
�Ϻ�ITP̽��/itp�챦ʯֱ̽
-
����itpֱ����/ITP�챦ʯ��
-
�¹�itp������̽�����ITP��
-
����TAMBURINI��������t
-
�����Tamburini���ƻ���
-
������������tamburini��
-
�������������Tamburini
-
�Ϻ�dr mullerɰ��Dr