商铺名称:山东钻铣数控机床有限公司
联系人:杨喜玲(小姐)
联系手机:
固定电话:
企业邮箱:360808611@qq.com
联系地址:中国山东枣庄山亭区城头镇
邮编:277500
联系我时,请说是在机床母机网上看到的,谢谢!

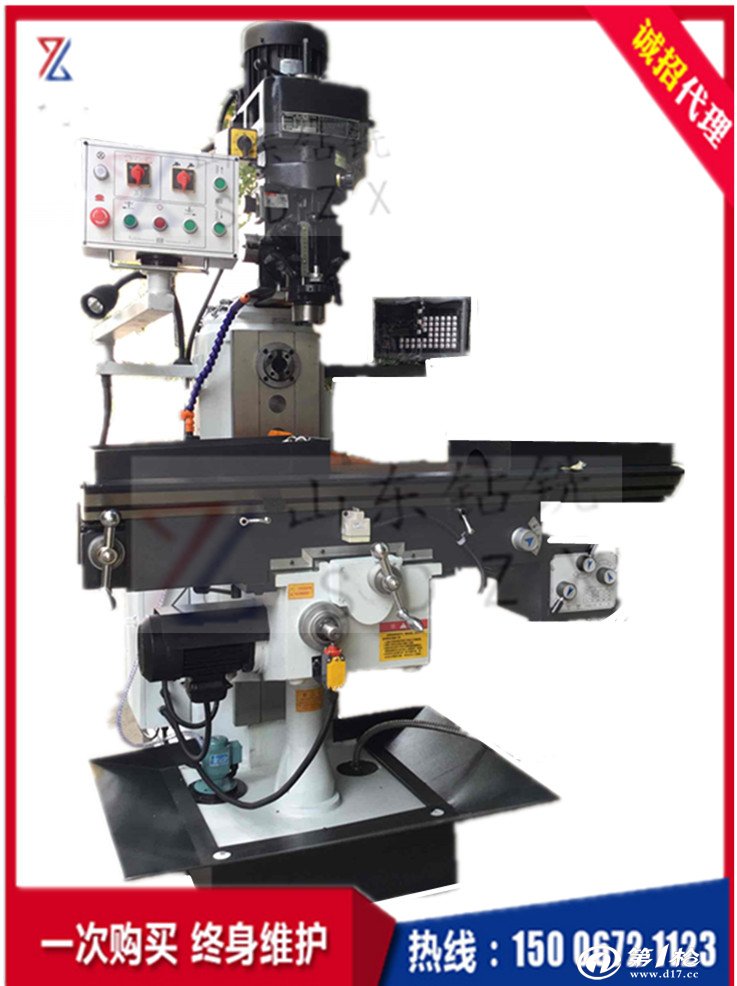
X6528万能铣床的结构特点:
特有功能,本设备可另配备,一台钻铣头,实现摇臂钻床钻孔功能!
●铣头可在垂直平面内顺、逆时针调整 ±45°。
●主轴采用能耗制动,制动转矩大,停止迅速,可靠 。
●工作台X、Y方向机动进给。
●手动润滑装置可对丝杠及导轨进行强制润滑.
|
项 目 |
单位 |
X6528万能铣床 技术参数 |
|
主轴锥孔锥度 |
|
卧7:24 ISO40 立:7:24 ISO40 |
|
主轴端面至工作台面距离 |
mm |
85-485 |
|
主轴中心至床身垂直导轨面距离 |
mm |
320 |
|
主轴转速范围 |
r/min |
40/1300 |
|
立铣头回转角度 |
|
±45° |
|
工作台尺寸 |
mm |
1200×280 |
|
工作台行程(纵向/横向/垂向) |
mm |
600/250/400 |
|
工作台纵/横向机动进给速度 |
mm/min |
18-555(8级)810(快) |
|
工作台T型槽数/宽度/间距 |
mm |
3/14/95 |
|
主传动电动机功率 |
kW |
3 |
|
工作台机动进给电动机功率 |
W |
550 |
|
冷却泵电动机功率 |
W |
90 |
|
冷却泵流量 |
升/分 |
25 |
|
钻铣头 |
选配 |
1500元 |
|
外形尺寸 |
mm |
1800×1850×1880 |
概述:
卧式铣床质量稳定,操作方便,性能可靠。卧式铣床可用各种圆柱铣刀、圆片铣刀、角度铣刀、成型铣刀和端面铣刀加工各种平面、斜面、沟槽等。如果使用适当铣床附件,可加工齿轮、凸轮、弧形槽及螺旋面等特殊形状的零件,配置万能铣头、圆工作台、分度头等铣床附件,采用镗刀杆后亦可对中、小零件进行孔加工。加装立铣头,可用立铣刀进行切削加工,(立铣头为特殊附件) 可进一步扩大机床使用范围。本机床适用于各种机械加工工业。
结构特点:
1.床身用来固定和支承铣床各部件。顶面上有供横梁移动用的水平导轨。前壁有燕尾形的垂直导轨,供升降台上下移动。内部装有主电动机,主轴变速机构,主轴,电器设备及润滑油泵等部件。
2.横梁一端装有吊架,用以支承刀杆,以减少刀杆的弯曲与振动。横梁可沿床身的水平导轨移动,其伸出长度由刀杆长度来进行调整。
3.主轴是用来安装刀杆并带动铣刀旋转的。主轴是一空心轴,前端有7:24的精密锥孔,其作用是安装铣刀刀杆锥柄。
4.纵向工作台纵向工作台由纵向丝杠带动在转台的导轨上作纵向移动, 以带动台面上的工件作纵向进给。台面上的 T形槽用以安装夹具或工件。
5.横向工作台横向工作台位于升降台上面的水平导轨上,可带动纵向工作台一起作横向进给。
6.转台转台可将纵向工作台在水平面内扳转一定的角度(正、反均为0~45o),以便铣削螺旋槽等。具有转台的卧式铣床称为卧式万能铣床。
7.升降台可以带动整个工作台沿床身的垂直导轨上下移动, 以调整工件与铣刀的距离和垂直进给。
8.底座底座用以支承床身和升降台,内盛切削液。
万能铣床安全操作规程:
1、操作前要穿紧身防护服,袖口扣紧,上衣下摆不能敞开,严禁戴手套,不得在开动的机床旁穿、脱换衣服,或围布于身上,防止机器绞伤。必须戴好安全帽,辫子应放入帽内,不得穿裙子、拖鞋。戴好防护镜:以防铁屑飞溅伤眼,并在机床周围安装挡板使之与操作区隔离。
2、工件装夹前,应拟定装夹方法。装夹毛坯件时,台面要垫好,以免损伤工作台。
3、工作台移动时要检查紧固螺丝应打开,工作台不移动时紧固螺丝应紧上。
4、刀具装卸时,应保持铣刀锥体部分和锥孔的清洁,并要装夹牢固。高速切削时必须戴好防护镜。工作台不准堆放工具,零件等物,注意刀具和工件的距离,防止发生撞击事故。
5、安装铣刀前应检查刀具是否对号、完好,铣刀尽可能靠近主轴安装,装好后要试车。安装工件应牢固。
6、工作时应先用手进给,然后逐步自动走刀。运转自动走刀时,拉开手轮,注意限位挡块是否牢固,不准放到头,不要走到两极端而撞坏丝杠;使用快速行程时,要事先检查是否会相撞等现象,以免碰坏机件、铣刀碎裂飞出伤人。经常检查手摇把内的保险弹簧是否有效可靠。
7、切削时禁止用手摸刀刃和加工部位。测量和检查工件必须停车进行,切削时不准调整工件。
8、主轴停止前,须先停止进刀。如若切削深度较大时,退刀应先停车,挂轮时须切断电源,挂轮间隙要适当,挂轮架背母要紧固,以免造成脱落;加工毛坯时转速不宜太快,要选好吃刀量和进给量。
9、发现机床有故障,应立即停车检查并报告建设与保障部派机修工修理。工作完毕应做好清理工作,并关闭电源。